
Costruzione
di una chiave componibile
per
serrature a doppia mappa
Testi
e foto di "Simon Mago"
AVVERTENZA
L’autore del presente articolo declina ogni responsabilità sull'eventuale uso illecito delle apparecchiature descritte o delle informazioni fornite. Infatti, questa monografia vuole avere solamente uno scopo didattico ed esplicativo, teso a dimostrare i limiti tecnici delle serrature e non un invito o un incoraggiamento a mettere in pratica quanto descritto.
I dispositivi descritti e/o fotografati, presenti nell’articolo, sono di proprietà dell’autore, usati a solo scopo di studio ed esperimento e non sono in vendita né sono cedibili a terzi a nessun titolo.
Il semplice fatto di proseguire nella lettura, implica l'accettazione di quanto sopra.
Testi, foto e disegni sono protetti dal diritto d'autore e non possono essere riprodotti con nessun mezzo senza autorizzazione scritta dall'autore.
Premessa
Questo dispositivo è un oggetto di alta precisione meccanica che prevede
tolleranze parecchio inferiori al 1/10 di mm. Pertanto, per la sua costruzione
è necessario disporre di attrezzi adeguati come, per esempio, una fresa per
metalli di adeguata qualità, di maschi e filiere da 1,2MA ( si, avete letto
bene, 1 virgola 2 millimetri!) di un tornietto per metalli e di una fresetta a
mano (tipo Dremel, Proxxon o simili).
Non
disponendo di tali attrezzi, di un po’ di “manico” e, soprattutto di una
carriola piena di pazienza, è inutile cimentarsi nell’impresa e limitarsi ad
esercitarsi con i vari lucchetti e cilindri semplici a pistoncini.
Resta
comunque, per tutti, lo studio dei limiti di questo genere di serrature, che
poi è, in definitiva, lo scopo di queste righe.
Lavorare
su una serratura a doppia mappa è, decisamente, posto ad un livello più
avanzato e più complesso ma, proprio per questo, molto più soddisfacente ed
utile per l’appassionato di lockpicking.
Entriamo
ora nel vivo della questione
Il
mio obiettivo era, principalmente, quello di semplificare, nei limiti del
possibile, la costruzione della chiave componibile. Il primo modello che avevo
costruito un paio di anni fa, (vedi le foto qui sotto), comportava
l’inserimento, sui vari elementi che formano il codice della chiave, di
microscopici perni metallici che si andavano ad inserire su un apposito canale
ricavato lungo l’asse dell’affusto della chiave, nella parte finale, onde
evitare che tali elementi si spostassero o ruotassero sul proprio asse durante
la manovra della serratura, rendendone impossibile l’apertura.


Tutto
ciò rendeva troppo complicato il lavoro, ma la sola chiave componibile che
avevo visto fino ad allora, funzionava proprio così. Era già un mezzo miracolo esser
riuscito a vedere da vicino un oggetto gelosamente custodito dai pochissimi che
ne possiedono una (per motivi anche troppo ovvii).
Il
progetto che segue si riferisce pertanto ad un modello che ho realizzato
basandomi su principi diversi e più semplici. Non troverete niente di simile in
nessun’altro sito, fornitore od altro.
Il
modello mostrato nelle foto è l’unico prototipo esistente e…funziona
alla grande!
Anziché
costruire un affusto di chiave ex novo, che avrebbe posto il problema di
preparare le sedi per le varie mappe con precisione superiore al 1/10 di mm.
cosa non facile, ho preferito usare una normale chiave doppia mappa di una
serie di tre che avevo insieme ad una vecchia serratura.
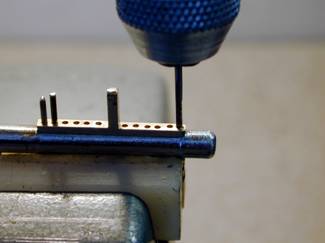
Nella
foto che segue si vede la fresa usata, una Proxxon BFW 40-E per la sua
eccellente precisione e silenziosità.(non è per fare
pubblicità a questa ditta tedesca, che non ne ha certo bisogno)

Ho
iniziato bloccando la chiave sulla morsa della fresa e ho praticato dei fori,
perfettamente verticali, da un millimetro di diametro, al centro di ogni mappa.
Si vedano le foto seguenti, che valgono più di mille parole.




Poiché
la larghezza di ciascun dente è di 1,80mm. anche la distanza fra ogni foro è di
1,8 mm.
Solo
il dente centrale, quello che spinge il catenaccio, è più largo; 2,60 mm.
E’
fondamentale che la chiave sia fissata nella morsa in perfetta verticale, anche
un errore di 1/10 di mm. porterebbe a dei fori sbiechi rovinando il lavoro! Io
ho controllato la chiave osservandola dalla punta ed ho abbassato il mandrino
della fresa fino a vedere corrispondere perfettamente la verticalità della
punta montata sul mandrino con la verticalità delle due mappe della chiave.
L’uso di una fresa invece di un trapano a colonna, ha permesso di contenere il
margine di errore in virtù della mancanza di giochi meccanici della prima
rispetto al secondo.
Poi
ho effettuato i fori, passanti da parte a parte. L’uscita della punta dal lato
opposto delle mappe della chiave, esattamente al centrro, mi ha dato conferma della perfetta verticalità.
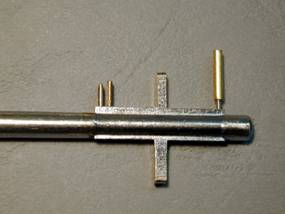
A
questo punto ho sostituito la punta per forare con una fresa per metalli ed ho
eliminato, una alla volta, le due mappe lasciando solo il dente centrale.
Quello che, durante la rotazione della chiave, si occupa di spingere il
catenaccio e che è uguale in tutte le chiavi; inutile quindi eliminarlo. Non è
necessario eliminare completamente le mappe anzi, conviene lasciare un po’ di
metallo per aumentare la presa sui perni che, alla fine, inseriremo nei fori. Ecco
le foto di questa fase del lavoro:




A
questo punto lasciamo un momento da parte la nostra chiave; ora si tratta di
preparare una serie di perni, che poi fisseremo nei fori appena realizzati, e
che simuleranno le mappe, i codici, della chiave di partenza. Useremo dei perni
di acciaio del diametro di 1,5 mm. che taglieremo alla lunghezza di 15 mm. e
filetteremo con una madrevite da 1,2MA.
Una
madrevite così piccola è difficilmente reperibile, anche per chi vive in una
grande città. Io suggerisco di rivolgersi alle forniture per orologiai, gli
unici artigiani che usano filiere così minuscole.
Sono
una razza in via di estinzione, protetta dal VVF, ma se ne trovano ancora!
In
ogni caso, inserendo il nome delle mie filiere su Google, ho trovato il sito www.tatoscorner.com/contents/it/d11.html.
Contattati si sono detti disponibili a fornire questi, ed altri attrezzi, a chi
ne facesse richiesta.

Tornando
ai nostri perni, possiamo anche tagliarli con modesta precisione, un millimetro
più o meno non fa differenza, quel che conta e effettuare un taglio netto.
Potremmo
usare un Dremel o simili ma io ho usato una fresetta montata sul tornio, poiché
tagliare con il ferro da tornio un perno di un millimetro non era possibile.
Successivamente dovevo tagliare dei tubicini di ottone del diametro di 1,8 mm.
senza schiacciarne l’estremità e la fresetta sul tornio dotata di disco da
taglio era l’unica soluzione valida. Al solito, osservate le foto seguenti:


Dobbiamo
tagliare dodici perni e filettarli per almeno metà lunghezza; ci occorrono una
morsa per fissare i perni, le filiere di cui ho parlato più sopra e quella
carriola di pazienza, che non deve mancare mai nel laboratorio dell’hobbista
serraturiere.


Nella
foto a sinistra un perno filettato con innestata la madrevite. Nella foto a
destra, al microscopio metallografico, un perno filettato ed uno dei tubicini
di ottone, di cui sto per parlare.
Ogni
tubicino deve essere lungo esattamente come la singola porzione di mappa
che deve imitare e deve essere tagliato con la fresa o con un Dremel in maniera
da essere molto preciso e senza sbavature.
Ecco
perché io ho usato il dischetto da taglio e il tornio!
Alla
fine di questo scritto fornisco le misure dei vari tubetti montati sulla mia
componibile e tutto sarà più chiaro, portate pazienza!
Ora
bisogna incollare i perni all’interno dei tubetti di ottone lasciando sporgere
la parte filettata per 6 mm. Si deve usare un collante cianoacrilico, meglio
conosciuto, con uno dei suoi nomi commerciali, come “super Attak”. Occhio alle
dita che quel collante non perdona! Perciò, guanti in lattice e pinzette!
Ora
occorre filettare i fori che avevamo praticato sulla chiave, in corrispondenza
del centro delle mappe. Ovviamente con un maschio da 1,2MA. L’olio lubrificante non deve mai
mancare durante questa operazione! Pena la morte prematura dell’attrezzo.
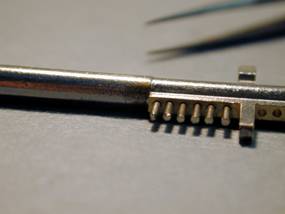
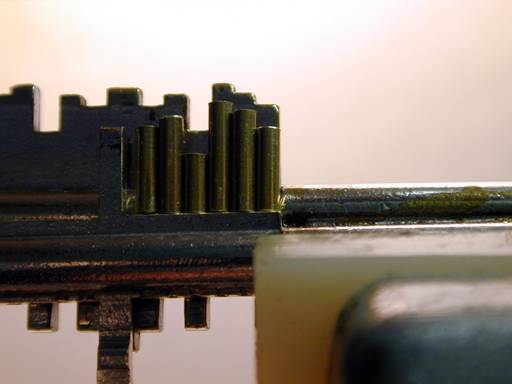
Nella
foto sopra, i fori della chiave vengono filettati. A sinistra due perni montati
provvisoriamente.

Nelle
foto sopra; un perno filettato, finalmente completo del tubicino di ottone
viene avvitato al suo posto.

Nella
foto sopra a sinistra: I perni sono avvitati provvisoriamente in attesa di
essere smontati ed incollati nei tubicini. A destra un primo piano della chiave
che sta nascendo.

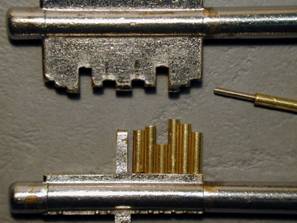
Nella
foto sopra a sinistra: I perni finiti sono avvitati al loro posto. A destra un
primo piano
Questa
l’ho voluta lasciare grande!
Un
primo piano della chiave messa a confronto con l’originale. Direi che ci
siamo!!!
Un po’ di misure (riferirsi al disegno
seguente):
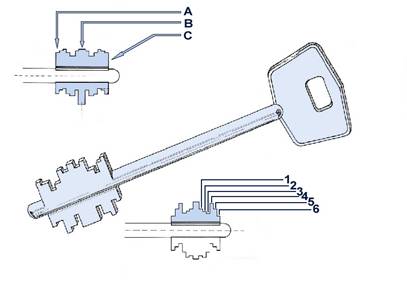
A) La
larghezza di ciascun dente è di 1,80 mm. B)
La larghezza del dente centrale, quello che muove il catenaccio, è di 1,60 mm.
C) L’altezza minima che la fabbrica
prevede per un un dente è di 3,5mm. L’altezza massima è di 8,50mm. con un
passo, ossia la differenza fra un codice e quello successivo, che distingue una
chiave dall’altra, di 1mm. (Nota: mi riferisco alla mia serratura, marca C.R.
altre marche potrebbero adottare passi differenti).
Sapendo
che, con questo modello di serratura che, tecnicamente, è una chiave doppia
mappa a costanza fissa, il numero di
codifiche possibili, e quindi di chiavi diverse, realizzabili è di 46.656 e considerando che i
dentelli che la compongono sono sei per lato, usando il passo di 1mm. sono possibili sei
codifiche diverse per ogni dentello. Infatti 66=46,656, i conti
tornano.
Le
misure dei denti della mia chiave, (su un quarto della chiave, poiché poi si
ripetono all’inverso) sono, sul lato delle mandate dispari: 1) 6,50mm. 2) 7,50mm. 3) 8,50mm. 4) 4,50mm. 5) 7,50mm. 6) 6,50mm. e sul
lato delle mandate pari: 1) 6,50mm. 2) 3,50mm. 3) 6,50mm. 4) 2,50mm. 5) 3,50mm. 6) 6,50mm.
Una precisazione
Una
precisazione è d’obbligo: qualcuno avrà notato che ho realizzato solo un quarto
della chiave originale. La spiegazione stà nel funzionamento di una serratura a
doppia mappa: una metà della chiave apre le mandate dispari, l’altra metà le
mandate pari, alternativamente (lo so che è un po’ complicato, se dovevo
spiegare come si fà un uovo al tegame era più semplice e non occorrevano
neanche le foto).
Ne
consegue che due chiavi tagliate a metà nel senso della lunghezza, una con la
semi-mappa destra, l’altra con la semi-mappa sinistra, se usate alternatamente
possono aprire una serratura. Infatti si usa proprio questo sistema quando, a
causa dell’usura dei denti centrali della chiave, (quelli che nel nostro
prototipo sono stati lasciati intatti), la serratura salta una mandata e si
blocca.
Ma
allora, perché è stato fatto solo un quarto di chiave e non una metà?
Perché
le serrature a doppia mappa sono costruite per essere aperte tanto dall’interno
della porta, quanto dall’esterno, rientrando in casa quando scendono le prime
ombre della sera ed ognuno torna al proprio focolare (licenza poetica).
Pertanto
basta montare i perni nella metà anteriore se aprite dall’interno e nella metà
posteriore se aprite da fuori. La chiave delle foto è preparata per aprire
dall’esterno ma basta svitare i perni e rimontarli sul quarto anteriore per
invertire le cose. Naturalmente non tutte le mappe di tutte le chiavi sono
uguali, altrimenti una chiave aprirebbe tutte le serrature. Nella mia serratura,
una C.R. lo scarto fra una mappatura e la successiva è di 1mm. Quindi basta
preparare una serie di sei perni per ogni mappa, con tale scala di valori per
avere tutte le combinazioni possibili da usare a seconda dei casi. Costruendo
due chiavi componibili e dotandole delle due semi-mappe si potrà aprire
qualunque serratura usandole alternatamente. Una mandata e cambiare chiave,
seconda mandata e cambiare chiave, terza mandata, e cambiare chiave, quarta mandata
e la serratura è aperta. E’ il prezzo da pagare per aver realizzato una chiave
più semplice di quella delle prime due foto dell’articolo che, avendo le due
mappe complete, poteva aprire come la chiave originale.


Concludo
mostrandovi un piccolo aiutino che mi permette di lavorare con la necessaria
precisione quando ho a che fare con oggetti molto piccoli. Alcune delle foto
che accompagnano il presente articolo sono state fatte attraverso i suoi
occhietti. Gliene sono grato.
Desidero
terminare queste pagine, chiedendo ai lettori un minuto di raccoglimento in
ricordo delle punte, alcune al cobalto, da 0,5 da 1 e 1,5 mm. nonché di qualche
maschio a filettare che mi hanno prematuramente lasciato, cadendo eroicamente
sul lavoro. Sono addolorato nel ricordarle…anche perché costavano un occhio!!!
Simon Mago
